
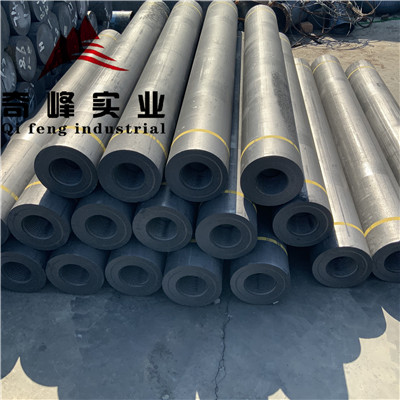
Графитне електроде UHP650-800 које се користе у производњи челика и топионицама алуминијума


Кратки детаљи:
Место пореклаХебеј, Кина (копно)
Назив бренда: Четвртак
ТипБлок електрода
ПрименаПроизводња челика/Топљење челика
Дужина: 1600~2800 мм
ОценаУХП
Отпор (μΩ.м): 4,6-5,8
Привидна густина (г/цм³ ): 1,70-1,74
Термичко ширење (100-600℃) x 10-6/℃: 1,1-1,4
Флексибилна чврстоћа (Mpa): 10-14
ПЕПЕШ: 0,3% макс.
Тип брадавице3TPI/4TPI/4TPIL
СировинаИгличасти петролни кокс
СупериорностНиска стопа потрошње
БојаЦрно-сива
Пречник:650-800 мм
Способност снабдевања

3000 тона/тона месечно
Паковање и достава
Детаљи о паковању:
Стандардне дрвене палете или према захтеву купца.
ЛукаЛука Тјенђин
Предност
(1) Предности графитне електроде су лакша обрада, велика брзина уклањања пражњењем и мали губитак графита, стога су неки купци машина за варнице на бази група одустали од бакарне електроде и уместо ње користили графитну електроду. Поред тога, неки посебни облици електроде не могу бити направљени од бакра, али је графит лакши за обликовање, а бакарна електрода је тешка и није погодна за обраду великих електрода. Ови фактори су довели до тога да неки купци машина за варнице на бази група користе графитну електроду.
(2) графитне електроде је лакше обрадити, а брзина обраде је очигледно већа од бакарних електрода. На пример, графит се обрађује глодањем, што је 2-3 пута брже од других метала и не захтева додатну ручну обраду, док бакарна електрода захтева ручно брушење. Слично томе, ако користите центар за обраду графита велике брзине за израду електроде, биће брже и ефикасније и неће бити проблема са прашином. У овим процесима, избор одговарајућих алата за повећање тврдоће и графита може смањити хабање алата и оштећење бакарних електрода. Када се упореди време глодања између графитних и бакарних електрода, графитне електроде су 67% брже од бакарних електрода. Код обраде под општим условима, време обраде са графитним електродама је 58% брже него са бакарним електродама. Као резултат тога, време обраде је знатно смањено, а трошкови производње су смањени.
(3) Дизајн графитне електроде се разликује од дизајна традиционалне бакарне електроде. Многе фабрике калупа обично у аспектима грубе обраде и завршне обраде бакарних електрода имају различите резервне количине, а графитне електроде се користе у готово истој резервној количини, што смањује време CAD/CAM и машинске обраде, и само због тога је довољно да се значајно побољша прецизност шупљине калупа.




